 WARNING:
Before beginning any service procedure in this section, REFER to Safety Warnings in section 100-00 General Information. Failure
to follow this instruction may result in serious personal injury.
WARNING:
Before beginning any service procedure in this section, REFER to Safety Warnings in section 100-00 General Information. Failure
to follow this instruction may result in serious personal injury.
| 501-25 Body Repairs - General Information | 2014 Fiesta |
| General Procedures | Procedure revision date: 07/2/2013 |
NOTE: Undercoating
NOTE: The following illustrations are not vehicle specific and are intended for reference only.
WARNING:
Before beginning any service procedure in this section, REFER to Safety Warnings in section 100-00 General Information. Failure
to follow this instruction may result in serious personal injury.
NOTE: Frame rail exterior spot-weld flange view.
Apply Premium Undercoating material to the exterior exposed edges after carrying out the welding and refinishing process.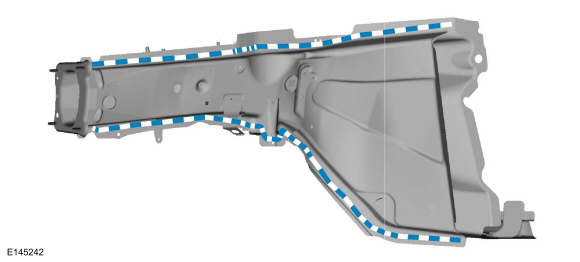

NOTE: Cross section view of typical unibody frame rail shown.
Apply Rust Inhibitor to the inner surfaces of the rail after carrying out welding process. Depress trigger and wait 2-3 seconds and slowly pull the wand to make sure the area is completely fogged.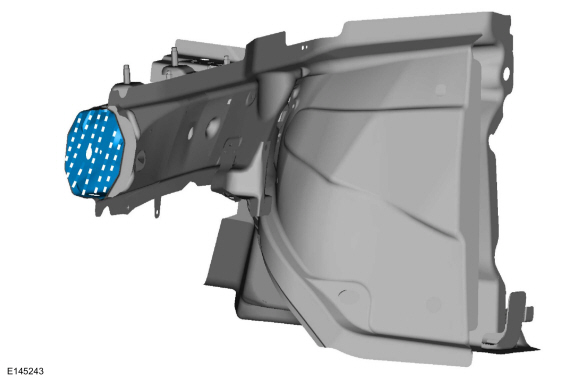
NOTE: Full frame vehicle, front rail-to-mid rail section repair shown.
Apply Premium Undercoating to the exposed surfaces after carrying out the welding process. Make sure to completely cover any bare metal areas.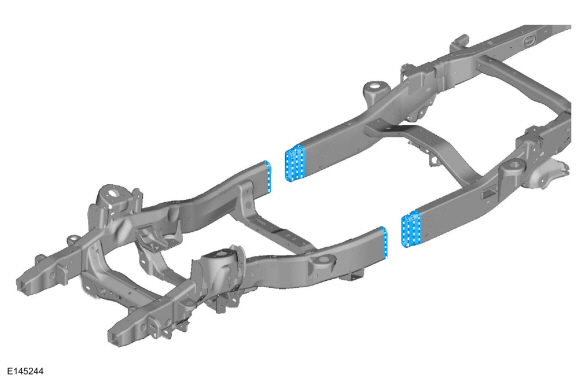
NOTE: Rust Inhibitor
NOTE: Door assembly lower view.
Apply as shown to the inside of the door shell on all the interior metal surfaces using the most suitable applicator wand. Apply material to the exposed edges after carrying out the welding process. Make sure horizontal surfaces are well protected as they are more susceptible to corrosion. Keep door drain holes clear to prevent moisture buildup.
NOTE: Quarter panel inner view.
Apply to the closed channel portion of the spot weld flange areas. Apply to the exposed edges after carrying out the welding process. Make sure horizontal surfaces are well protected as they are more susceptible to corrosion.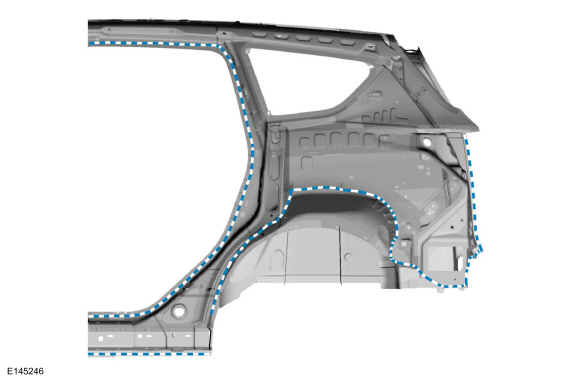
NOTE: Door frame opening view.
Apply to the closed channel portion of the spot weld flange areas. Make sure horizontal surfaces are well protected as they are more susceptible to corrosion.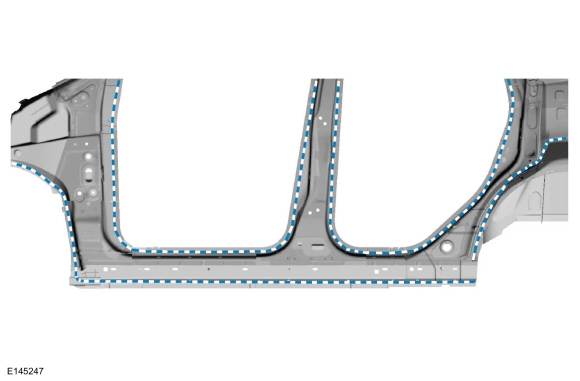
Copyright © Ford Motor Company