 WARNING:
Before beginning any service procedure in this section, REFER to Safety Warnings in section 100-00 General Information. Failure
to follow this instruction may result in serious personal injury.
WARNING:
Before beginning any service procedure in this section, REFER to Safety Warnings in section 100-00 General Information. Failure
to follow this instruction may result in serious personal injury.
| 501-25 Body Repairs - General Information | 2014 Fiesta |
| General Procedures | Procedure revision date: 07/2/2013 |
NOTE: Plastics Identification
WARNING:
Before beginning any service procedure in this section, REFER to Safety Warnings in section 100-00 General Information. Failure
to follow this instruction may result in serious personal injury.
NOTE: In some instances, a code or material designation is moulded or stamped on the component indicating the plastic type.
Thermoplastics are solvent reactive. Types of thermoplastics include Thermoplastic Olefin (TPO), PVC , Sheet-Molded Composite (SMC) and ABS (Acrylonitrile Butadiene Styrene). Polyolefins have an oily or waxy appearance. Examples include some bumper covers, stone shields, fender aprons and fan shrouds. Polyolefins require an adhesion promoter prior to carrying out any refinish procedure.NOTICE: Never apply solvents such as lacquer thinner or reducer at any stage of plastic repair. Solvents, cleaners and water are absorbed by many types of plastics and by the glass fibers used for reinforcements. If this occurs, the plastic may swell in the area of repair and cause the repair to fail. Remove cleaners and water quickly and use air and heat to speed up drying.
NOTICE: During the repair of many plastics and particularly polyolefin plastics, an adhesion promoter must be applied to the substrate to allow repair materials and paint to bond correctly. Reapplication is required when grinding or sanding through the sealer or primered layers.
NOTE: When possible, it is recommended to carry out as much of the plastic repair as possible on the vehicle. Parts mounted on the vehicle are held in correct alignment throughout the repair. Attempting to repair the part off the vehicle may cause misalignment. This could lead to failure of the repair.
NOTE: Always refer to the manufacturer's label directions for the type of repair materials, fillers and bonding agents being used as they are material specific.
NOTE: The following procedure applies to repair of structural cracks and large gouges. If damage is cosmetic, use of reinforcing cloth may not be necessary.
Panels to be repaired should be dry and at room temperature 18 C (64.4 F) to 24 C (75.2 F) prior to carrying out any repairs. Both sides of the panel must be thoroughly cleaned before sanding or grinding.NOTE: Sheet Molded Composite (SMC) Panel Repair
NOTE: Thermoplastic Compounds Repair
NOTE: Always refer to the manufacturer's label directions for the type of repair materials, fillers and bonding agents being used as they are material specific.
Determine whether a reinforcement piece is needed as a backer on large repairs.NOTE: The following steps are to be used as a guideline. Depending on what brand of adhesives or patch materials are used, procedures may vary slightly.
Thoroughly clean the damaged area with wax and grease remover formulated for use with plastics.NOTE: Tab Repair
NOTE: Illustration is not vehicle specific.
NOTE: Inspect the component to determine if part of it can be repaired to an acceptable level of quality of appearance, fit and durability. Will labor and material cost of the repair meet or exceed the cost of a new replacement bumper cover? If the bumper cover is determined to be repairable, proceed to the following steps.
NOTE: The following steps are to be used as a guideline. Depending on what brand of adhesives or patch materials are used, procedures may vary slightly.
Clean the broken tab(s) with a plastics wax and grease remover.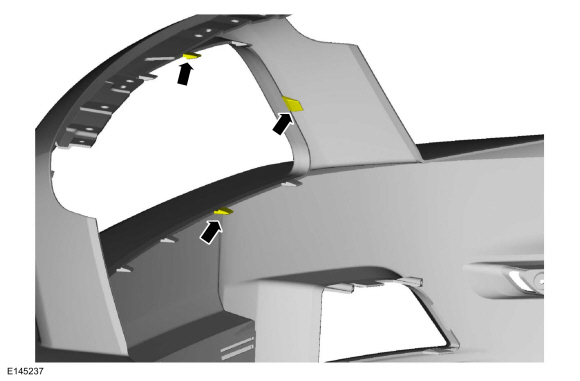

NOTE: Plastics Refinishing
NOTE: Care must be used if applying heat to parts. Thermoplastics soften and tend to lose their shape when heated.
The first step for any repair or refinish procedure is to identify the type of plastic. Is it thermosetting or thermoplastic, grained or smooth? This will determine how it should be cleaned and prepared for refinishing.NOTICE: Grained components may only be lightly sanded through use of a gray scuff pad. Failure to follow this direction may result in graining being flattened.
After cleaning, lightly sand with 600-grit or finer sandpaper. Remove sanding residue with plastic cleaner and wipe dry.Copyright © Ford Motor Company